
Пры рэзцы вугляродзістай сталі мы абагульнілі тры агульныя праблемы.Пры ўзнікненні гэтых праблем вы можаце спачатку праверыць гэта па наступных прычынах.
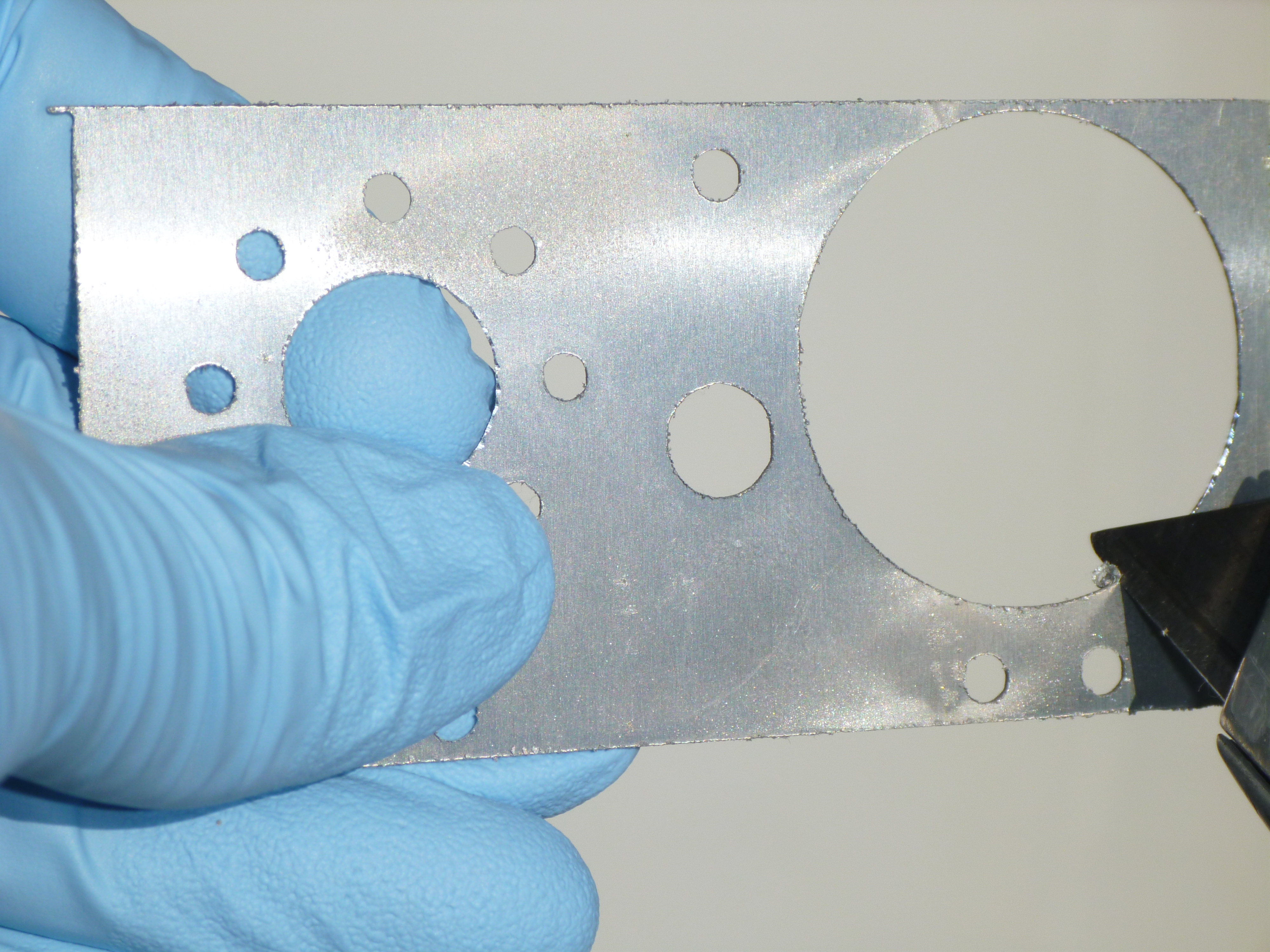
1. Працоўны матэрыял мае задзірыны.
(1) Зрушэнне пазіцыі фокусу валаконнага лазера.Вы можаце праверыць становішча фокуса і наладзіць яго ў адпаведнасці са зрушэннем фокусу лазера.
(2) Выхадная магутнасць лазера не адпавядае стандартам.
Трэба праверыць, ці нармальна працуе лазерны генератар.Калі гэта нармальна, трэба назіраць, ці правільнае значэнне выхаду кнопкі кіравання лазерам.калі няма, адрэгулюйце яго належным чынам;
(3) Занадта нізкая хуткасць рэзкі.
(4) Дапаможны газ недастаткова чысты.Калі ласка, пераканайцеся, што дапаможны газ чысціцца.
(5) Нестабільная праца машыны з-за доўгай працы.
У гэтым выпадку перазапусціце машыну.
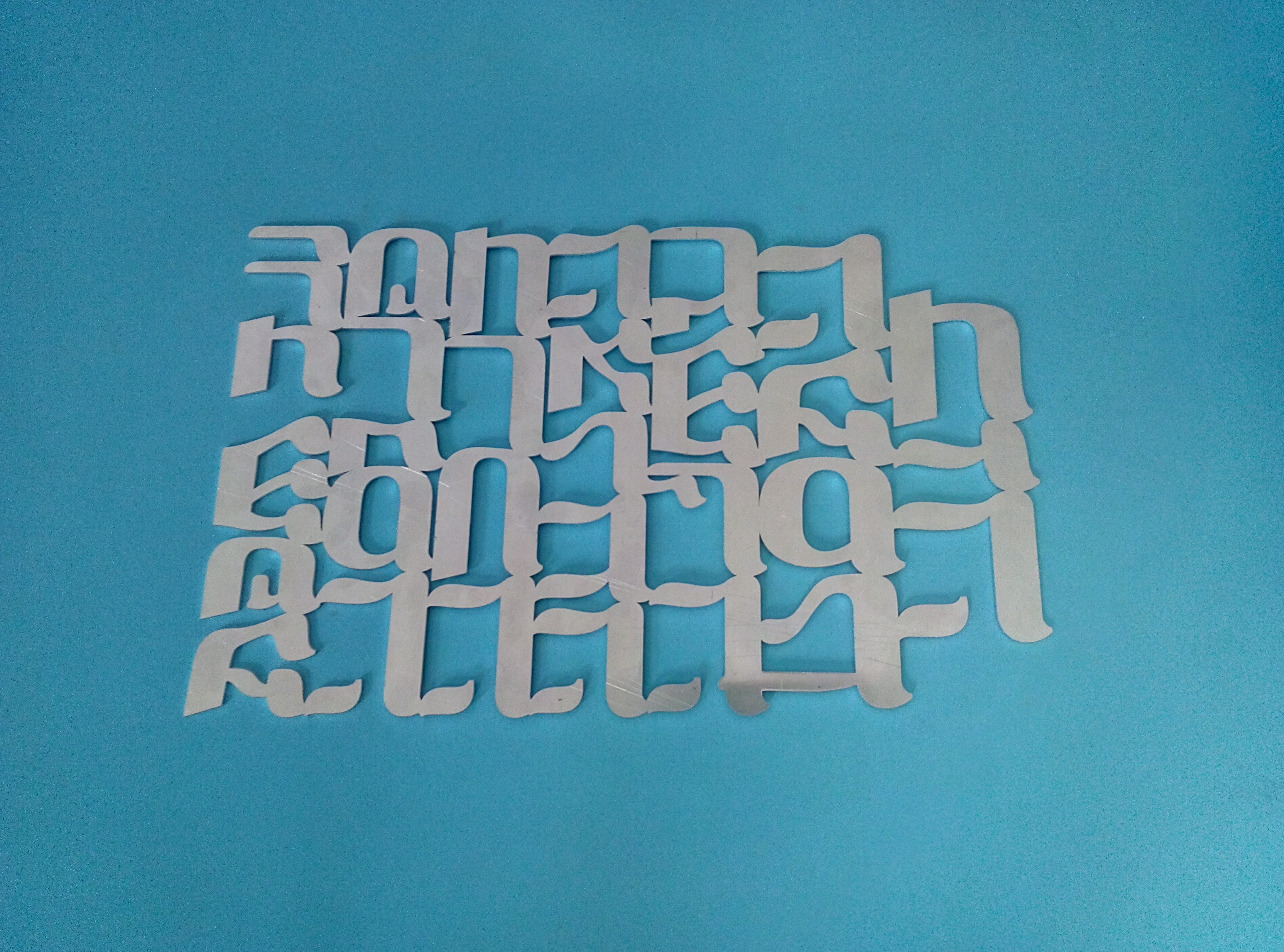
2. Працоўныя матэрыялы не цалкам выразаць.
(1) Выбар лазернай насадкі не адпавядае таўшчыні пласціны.
(2) Занадта высокая хуткасць лазернай рэзкі.
3. Ненармальнае іскрэнне пры рэзанні мяккай сталі.
(1)Сур'ёзная страта сопла лазернай галоўкі, неабходна замяніць новае сопла.
(2) Калі няма зменнага сопла, аператары павінны павялічыць ціск дапаможнага газу.
(3) Калі разьба на стыку сопла і лазернай галоўкі аслабла, рэзку трэба неадкладна прыпыніць

Калі праблемы ўсё яшчэ не вырашаны, калі ласка, не саромейцеся звязацца з намі.
Кевін
—————————————————————
Менеджэр па продажах міжнароднага аддзела
WhatsApp/Wechat: 0086 15662784401
skype:live: ac88648c94c9f12f
Jinan Ruijie Mechanical Euipment Co., Ltd
Час размяшчэння: 22 студзеня 2019 г